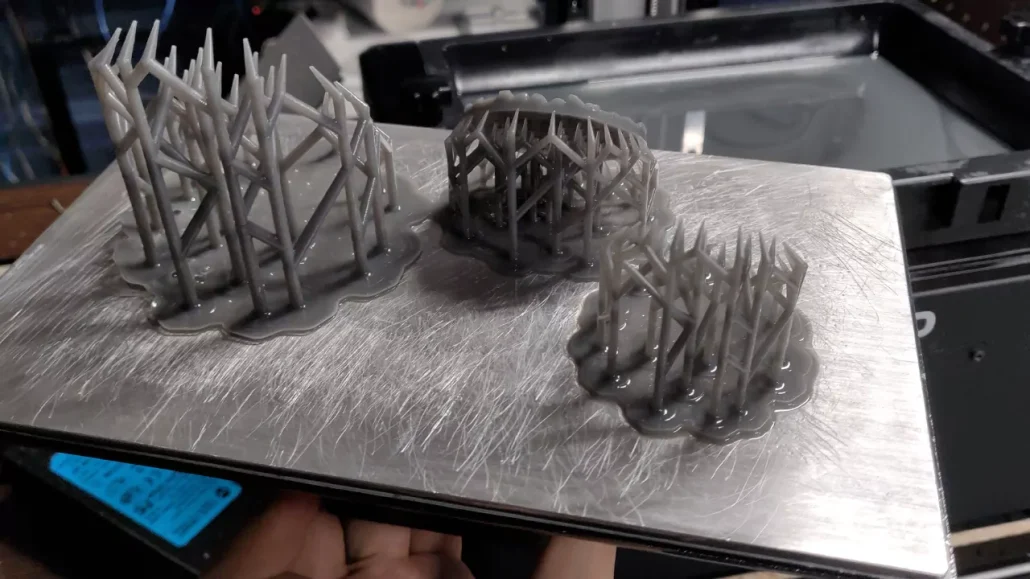
فقط ساپورت ها چاپ شدند و روی ساپورت مدلی ساخته نشده است
این اتفاق عموما به خاطر ضعف خود رزین رخ می دهد. هرچه خواص مکانیکی یک رزین بهتر باشد اتفاقاتی از این دست بسیار به ندرت پیش می آید. اما دانستن دلایلی که ایجاد این برش را تشدید می کند می تواند مانع از بروز آن شود
ساپورت گذاری ناکافی و یا ضعیف
اگر رزین و تنظیمات چاپ شما تغییری نداشته است و صرفا در پرینت مدل خود به این مشکل بر خورده اید احتمالا مشکل از ساپورت گذاری شماست. ساپورت گذاری ناکافی و یا کم اتصال ساپورت با مدل جز دلایل اصلی این مشکل در پرینت شما خواهد بود. پیشنهاد می شود تا از تنظیمات پیش فرض ساپورت گذاری تیم آسونش کن استفاده کنید و در انجام ساپورت گذاری از ترکیب ساپورت های Heavy، Medium و Light به ترتیب برای کف و بخش های بزرگ مدل در قسمتی نزدیک به صفحه ساخت از ساپورت Heavy، برای دیواره ها و بخش های زاویه دار از ساپورت Medium و برای بخش های ریز و پر جزئیات از ساپورت Light استفاده کنید.
پارامتر Exposure Time بدرستی تنظیم نشده است
چنانچه این مشکل را با رزین جدیدی که تهیه کرده اید دارید و یا در ابتدای راه هستید و پرینت های اولتان میگیرید احتمال اینکه مقدار پارامتر Exposure Time را به اندازه کافی تنظیم نکرده باشید وجود دارد. افزایش مقدار این پارامتر باعث سفت تر شدن رزین حین چاپ و به تبع اتصال محکم تر مدل روی ساپورت می شود. پیشنهاد می شود تنظیمات مناسب را از فروشنده رزین درخواست کنید و درصورتی که از تنظیمات مطمئن هستید سایر موارد را بررسی نمایید.
مدل بزرگ و تو خالی به درستی سوراخ گذاری نشده است
اگر این مشکل برای یک مدل بزرگ رخ داده است، علاوه بر احتمال ساپورت گذاری ناکافی احتمال فراموشی قرار دادن سوراخ روی سطح بیرونی مدل و در ناحیه نزدیک صفحه ساخت وجود دارد. آیا سوراخ گذاری را به درستی انجام داده اید؟ آیا سوراخی که ایجاد کرده اید به تمامی بخش های مدل راه دارد؟ ( یعنی اگر داخل مدل پر از آب باشد آیا این آب می تواند از طریق این سوراخ خارج شود؟ ). هر بخش از مدل که در ابتدا از صفحه ساخت شروع به ساخت می شود و در انتهای و یا در میانه راه به هم میچسبند نیازمند به سوارخ جدا گانه هستند. آیا برای هر کدام یک سوراخ در ناحیه نزدیک به صفحه ساخت گذاشته اید؟ اگر پاسخ شما به تمام این سوالات بله بود به سراغ عامل بعدی بروید.
مقدار پارامتر Lifting Speed بالاست و باید کاهش یابد
زیاد بودن مقدار پارامتر Lifting Speed باعث افزایش نیروی برشی هنگام جدا شدن لایه خشک شده رزین از فپ می شود و افزایش نیرو باعث افزایش احتمال بریده شدن مدل در آن لایه و عدم تشکیل آن لایه روی لایه های قبلی مدل می شود. در ادامه ساخته نشدن یک لایه روی لایه قبلی لایه های بعدی نیز ساخته نشده و مدل به شکل برش خورده و با سطحی صاف دیده می شود. این مقدار برای پرینتر های باز سایر LCD کوچک مثلا 6 اینچ میتواند 120 میلیمتر بر دقیقه یا بیشتر تنظیم شود و برای پرینتر های بزرگ با سایز ال سی دی بالای 13 اینچ باید به زیر 60 میلیمتر بر دقیقه کاهش یابد.
سایر عوامل
عواملی هم چون به پایان رسیدن عمر مفید 30 الی 35 هزارتایی فپ، وجود کدری و یا خط و خش زیاد روی فپ، استفاده از رزین های غیر استاندارد و یا تاریخ مصرف گذشته می تواند از سایر عوامل بروز این مشکل باشد.
