مشکل نچسبیدن مدل به پلیت
بعد از اتمام چاپ، هیچ مدلی بر روی صفحه چاپ نشده است
در ابتدا چک کنید که آیا قطعه ای در کف مخزن رزین خشک شده است یا خیر. اگر چیزی آنجا وجود نداشت ابتدا راه حل شماره 1 را انجام دهید. اگر قطعه خشک شده ای وجود داشت از راه حل شماره 2 شروع کنید.
1- هیچ قطعه ای خشک نشده است ( نور UV از ال سی دی دستگاه عبور نمی کند یا اصلا منبع نور روشن نمی شود )
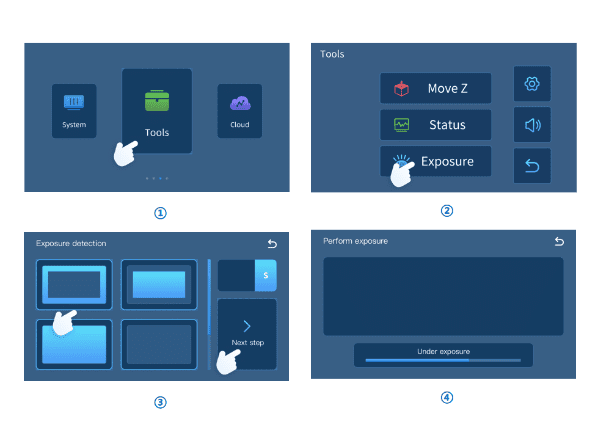
ابتدا صفحه ساخت و سپس مخزن رزین را از روی دستگاه باز کنید و در گوشه امنی قرار دهید. ( اگر محافظ مخزن دارید از آن برای پوشاندن مخزن استفاده کنید ). سپس برگه A4 سفیدی را روی LCD دستگاه ( همان LCD که مخزن رزین روی آن قرار میگیرد ) بگذارید. مطابق تصویر زیر از قسمت Tools وارد بخش Exposure شوید و از الگو های مختلف را امتحان کنید. اگر تصاویر به درستی نشان داده می شوند از این مرحله بگذرید و به راه حل بعدی بروید. اگر تصویری نمایش داده نمی شود یا اگر با انتخاب هر الگو فقط صفحه کاملا روشن دیده می شود و یا تصاویر غیر معمول و عجیب دیده می شود از آنها عکس بگیرد و برای پشتیبانی تیم میک تیک ارسال کنید تا این مورد بررسی شود.
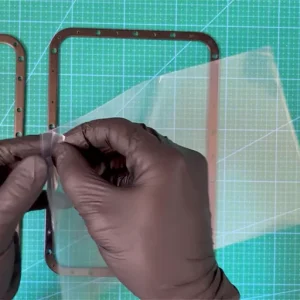
2- قطعه ای مسطح در کف مخزن رزین خشک شده است، اما هیچ مدل یا قطعه ای روی صفحه ساخت چاپ نشده است.
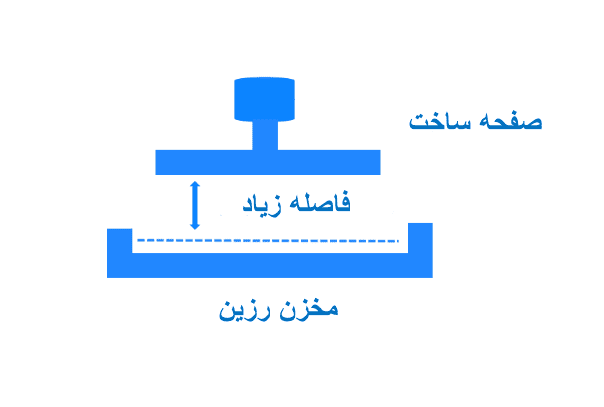
- فاصله بین صفحه ساخت در لایه اول و ابتدای چاپ ( یعنی نقطه صفر ) با FEP یا همان کف مخزن رزین زیاد است و به همین علت لایه اول به درستی به صفحه ساخت نچسبیده است و به همین علت باقی لایه ها نیز به صفحه ساخت نچسبیده اند و به این ترتیب یک قطعه مسطح خشک شده در کف مخزن رزین ساخته شده است.
این مشکل در اکثر موارد به دلیل کالیبراسیون ناقص صفحه ساخت و یه از دست رفتن کالیبره دستگاه طی روزها کار دستگاه به وجود آمده است که با کالیبراسیون مجدد صفحه ساخت قابل حل است. و مورد بعدی ممکن است در اثر شل بودن FEP دستگاه ( یا همان طلق کف مخزن ) به وجود آمده باشد. گاهی شل بودن پیچ های نگهدارنده FEP در پایین مخزن باعث شل بودن FEP می شوند، پس پیچ های آنرا چک کنید.
مشکل در پارامتر ها پرینت
مقادیر Bottom Exposure Time و Bottom Layer را افزایش دهید
این دو پارامتر، پارامتر های اصلی مربوط به چسبندگی مدل به صفحه ساخت هستند. با افزایش این مقادیر لایه های بیشتری در ابتدای چاپ به میزان بیشتری خشک می شوند و این عمل باعث چسبندگی بیشتر مدل به صفحه ساخت می شود. برای مدل های بزرگ و سنگین به مقادیر بزرگتری از این دو پارامتر برای دستیابی به چسبندگی کافی مدل به صفحه ساخت نیاز دارید. پیشنهاد میشود که از دفترچه راهنما تیم میک تیک برای پارامتر های پرینت استفاده کنید و یا در صورت عدم دسترسی به آن مقدار 10 ثانیه به Bottom Exposure Time و مقدار 5 لایه به Bottom Layer اضافه کنید.
مقدار Z Lift Distance را افزایش دهید
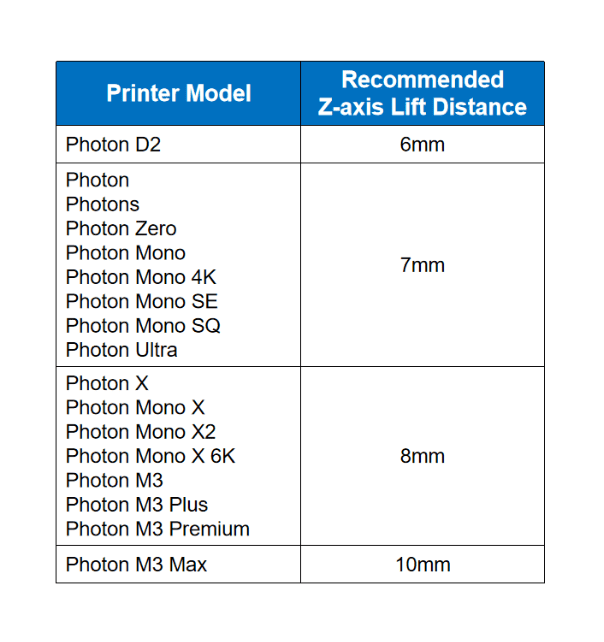
- اگر مقدار Lifting Speed را زیاد در نظر گرفته باشید این پارامتر باعث افزایش لحظه ای نیروی کششی بین لایه های در حال چاپ با FEP می شود. در نتیجه آن، ممکن است مدل حین چاپ دچار شکست، برش یا در ابتدای چاپ باعث جدا شدن مدل از صفحه ساخت می شود. لذا مقدار Lifting Speed را کاهش دهید. میتوانید برای این منظور به دفترچه راهنمای تیم میک تیک مراجعه کنید یا تنظیمات پیشنهادی برای دستگاه خود را از پشتیبانی تیم میک تیک دریافت کنید.
- عدم تماس کافی کف مدل با صفحه یا عدم تماس آن. این مورد را باید در نرم افزار اسلایسر چک کنید. کف مدل یا کف ساپورت باید در تماس با صفحه ساخت باشد به طوری که قسمت پایینی آن باید به رنگی غیر از رنگ مدل تبدیل شود. این رنگ در نرم افزار های مختلف متفاوت است. به عنوان مثال در نرم افزار Chitubox به رنگ سبز و در Photon Workshop به رنگ بنفش دیده می شود.
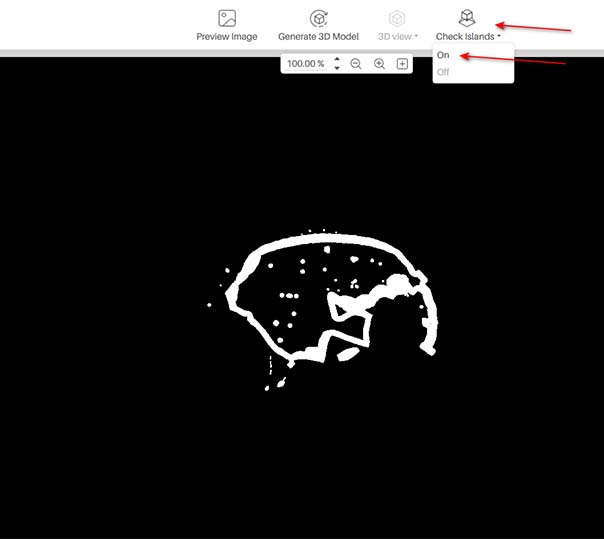
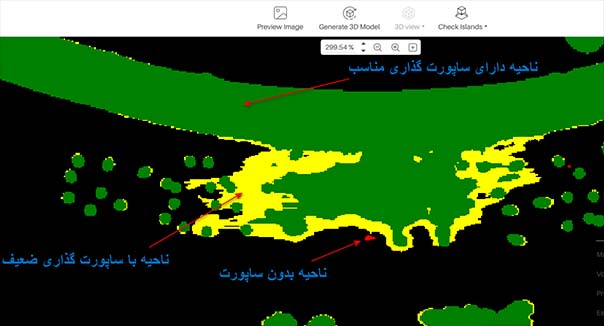
علاوه بر این شما می توانید بعد از انتخاب گزینه اسلایس پیش نمایشی از لایه های ایجاد شده را در نرم افزار مشاهده کنید. با کمک گزینه Check Islands یا Detect Islands می توانید نواحی که در ساپورت گذاری جا انداختید و نیاز به ساپورت دارند را تشخیص دهید. این امکان در نرم افزار Photon Workshop ساده تر است. با توجه به تصویر پایین که تصویری از نرم افزار Photon Workshop است، نواحی دارای ساپورت گذاری مناسب به رنگ سبز، نواحی دارای ساپورت اما با ساپورت گذاری نه چندان مطمئن به رنگ زرد و نواحی بدون ساپورت و نیازمند به ساپورت به رنگ قرمز نمایش داده می شود.
3- تاثیر دمای محیط
بهترین دمای چاپ 23 درجه سانتی گراد می باشد. با کاهش دما در بازه دمایی 10 الی 20 درجه سانتی گراد میزان گرانروی یا جریان پذیری رزین کاهش پیدا میکند و برای خشک شدن به نور UV بیشتری نیاز خواهد داشت. همچنین رزین در دمای زیر 10 درجه سانتی گراد خشک نمی شود و این دما اصلا مناسب چاپ نیست.
4- مشکل فایل اسلایس شده یا مدل سه بعدی
- فایل اسلایس شده را با نرم افزار Photon Workshop باز کرده و لایه های پرینت را بررسی کنید و مطمئن شوید که تصاویر غیر معمول و عجیبی دیده نمی شود و یا تیکه هایی از تصویر مشکل دار نباشند و متناسب با مدل سه بعدی تصاویر نمایش داده شوند.
- اگر مشکلی دیده نشد، لطفا در صورت داشتن فایل اسلایس شده از قبل که از سلامت آن مطمئن هستید آنرا چاپ کنید و یا فایل اسلایس شده با نام Test که در فلش دستگاه قرار دارد را چاپ کنید. اگر چاپ این مدل هم با مشکل همراه بود با تیم پشتیبانی در ارتباط باشید.
5- مشکل رزین
اگر به تازگی رزین خود را عوض کردید و نوع رزین تغییر کرده است، لطفا از تنظیمات پیشنهادی شرکت تولید کننده رزین برای دستگاه خود استفاده کنید و در صورت عدم دسترسی به این اطلاعات با تیم فنی میک تیک در ارتباط باشید.