تنظیمات توخالی کردن و سوراخ کردن مدل ها
1- تو خالی کردن مدل
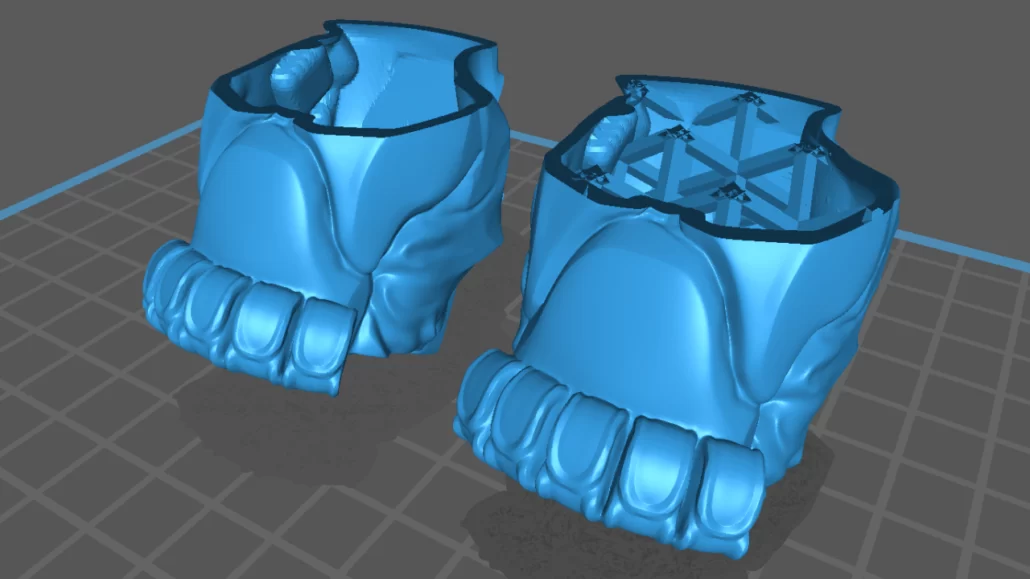
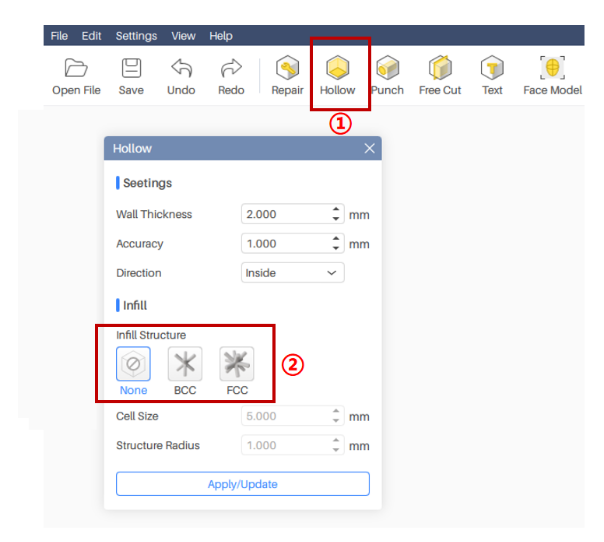
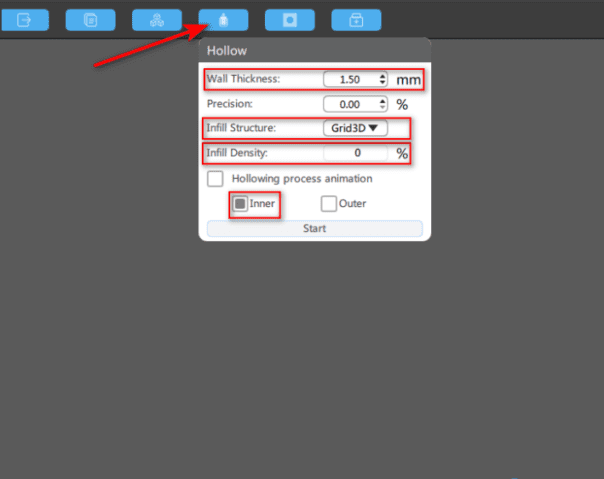
با استفاده از گزینه Hollow، بخش داخلی مدل تو خالی می شود و این گزینه تاثیر به سزایی به حجم رزین مصرفی برای پرینت مدل دارد. البته لازم به ذکر است که تو خالی کردن مدل باعث کاهش استحکام مدل نیز می شود. اگر استحکام مدل هم برای شما مهم است، پیشنهاد می شود که از Infill Structure نیز استفاده کنید ( در نرم افزار Chitubox میتوانید میزان Infill را به درصد وارد کنید و حداقل 5 الی 7 درصد Infill برای آن در نظر بگیرید ).
نحوه تشخیص آنکه چه مدل هایی بهتر است که تو خالی شوند:
تصمیم گیری در مورد آنکه چه مدل هایی بهتر است تو خالی شوند و چه مدل هایی علاوه بر تو خالی شدن نیاز به Infill Structure هم دارند را میتوان در سه دسته بندی مربوط به ابعاد مدل در نظر گرفت:
- مدل های کوچک بهتر است که بصورت توپر چاپ شوند.
- مدل هایی با حجم متوسط ( مثلا مدل هایی با ارتفاع 8 الی 15 سانت ) را می توانید بصورت تو خالی با ضخامت دیواره بین 1.5 تا 2 میلیمتر چاپ کنید.
- مدل های با حجم بزرگ را بهتر است بصورت توخالی اما با Infill Structure چاپ کنید. میزان Infill پیشنهادی ما بین 5 الی 7 درصد است. هر چقدر میزان Infill را بیشتر در نظر بگیرید حجم بیشتری از درون مدل با رزین ساخته می شود و استحکام مدل بالاتر میرود اما مصرف رزین نیز بیشتر می شود.
نکته مهم : پیشنهاد می شود مدل هایی با حجم متوسط که در هندسه آن سطوح صافی دارند را نیز حتما با Infill Structure چاپ کنید زیرا به دلیل شرینکیج رزین ها، سطوح صاف بعد از چاپ دچار دفرمگی یا ورم می شوند. Infill باعث می شود تا این سطوح، محکم سرجای خود بمانند و مدل شما دچار مشکل نشود.
در نرم افزار Chitubox V 1.9.5 صرفا یک الگو برای پرکردن داخل مدل قابل انتخاب است و آن الگوی Grid3D می باشد. اما در نرم افزار Photon Workshop V 3.0 شما میتوانید بین الگو های FCC و BCC انتخاب کنید. ساختار FCC استحکام بیشتری ایجاد می کند اما رزین بیشتری نیز مصرف خواهد کرد.
مزایا و معایب تو خالی کردن
مزایا :
- کاهش مصرف رزین
- کاهش وزن مدل و در نتیجه آن کاهش مقدار ساپورت مورد نیاز برای ایجاد مدل و کاهش نقاط اتصال ساپورت به مدل و افزایش کیفیت سطح
- کاهش سطح تماس هر لایه با FEP در زمان پرینت هر لایه، در نتیجه آن کاهش نیروی جدا شدن مدل از FEP در هر لایه، افزایش احتمال چاپ موفق و بدون نقص و جلوگیری از احتمال جدا شدن مدل از صفحه ساخت حین چاپ.
معایب :
- شست و شوی قسمت های داخلی مدل باید با دقت انجام شود زیرا درصورت شست و شوی ناقص بعد از گذشت مدتی، مدل می تواند دچار ترک و شکستگی شود.
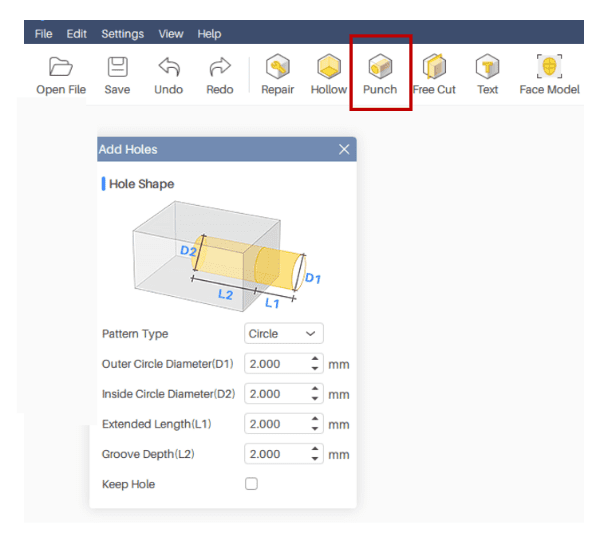
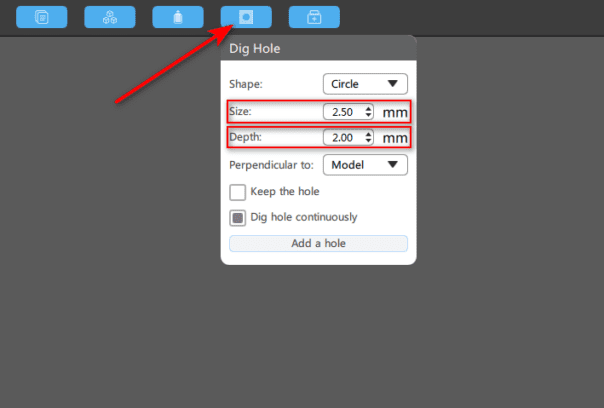
2- سوراخ کاری
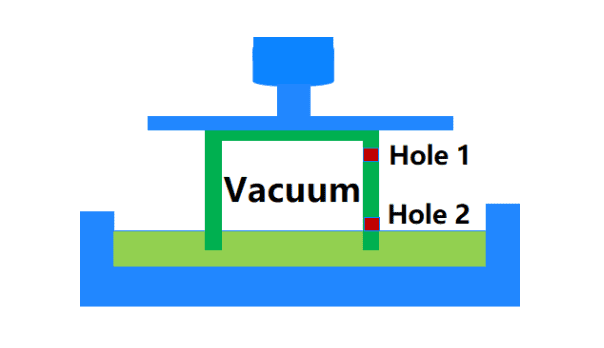
بعد از تو خالی کردن مدل، لازم است که سوراخ هایی برای تخلیه رزین باقی مانده در درون مدل بر روی سطح مدل ایجاد شود. همچنین فضای تو خالی شده مدل میتواند در داخل مدل خلا ایجاد کند و این موضوع به طور قابل توجهی ریسک خرابی چاپ را بالا می برد. برای درک بهتر این موضوع فرض کنید که یک نی را درون لیوانی پر از آب فرو برده باشید و در همین حین انتهای نی که در بیرون از لیوان قرار دارد را با دست خود بپوشانید. حالا اگر نی را از لیوان خارج کنید میبینید که درون نی پر از آب است و این آب تا زمانی که دست شما در انتهای نی قرار دارد از نی خارج نمی شود. شما با بستن انتهای نی در یک سمت نی خلا ایجاد کردید. اگر دست خود را از انتهای نی بردارید، هوا میتواند به درون فضای نی بیاید و آب درون نی از آن خالی شود. این اتفاق دقیقا در چاپ سه بعدی مدل های تو خالی بدون سوراخ می افند.
شما باید حتما حداقل یک سوراخ با ابعاد مناسب نسبت به ابعاد مدل ( سوراخی با قطر 1.5 یا 2 میلیمتر یا بزرگتر ) در ناحیه ای نزدیک به صفحه ساخت ( هرچقدر نزدیک تر بهتر ) و روی سطح مدل، ایجاد کنید. البته پیشنهاد ما حداقل ایجاد دو سوراخ در ارتفاع های متفاوت، یکی در نزدیکی صفحه ساخت (Plate) و دیگری نزدیک به انتهای مدل و دور از صفحه ساخت ایجاد کنید. برای تخلیه رزین باقی مانده در مدل بعد از چاپ و همچنین شست و شوی بهتر مدل با الکل وجود دو یا بیش از دو سوراخ پیشنهاد میشود ( درصورت ایجاد فقط یک سوراخ باید قطر آنرا بیش از 5 میلیمتر در نظر بگیرید ).