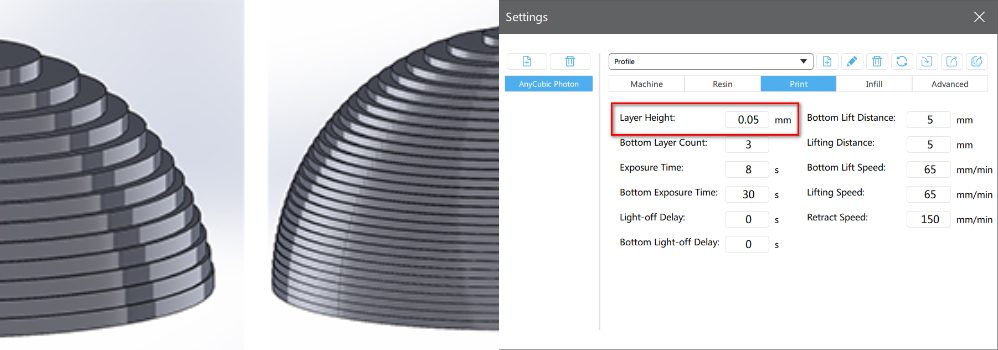
همانطور که از نامش مشخص است، ارتفاع لایه ،ضخامت دقیق هر لایه ساخته شده است. ضخامت لایه نه تنها بر سرعت (زمان چاپ) بلکه بر کیفیت هر چاپ نیز تأثیر می گذارد. تعداد لایه های مورد نیاز برای ایجاد یک شی، سرعت چاپ و در نتیجه زمان چاپ مورد نیاز را تعیین می کند. هرچه ضخامت لایه نازک تر باشد ، زمان بیشتری برای ساختن مدل چاپ شده با ارتفاع مشخص طول می کشد. در حالی که به طور نسبی ، با ارتفاع لایه نازک تر ، کیفیت چاپ افزایش پیدا می کند، که منجر به سطح صاف و جزئیات بیشتر در جهت Z (ارتفاع) مدل می شود.
کیفیت چاپ سه بعدی هر پرینتر سه بعدی رزینی تحت تاثیر توان منبع نور UV و زمان کیور شدن هر لایه است. زمان کیور شدن عبارت است از مدت زمانی که نور UV به لایه رزین در حال ساخته شدن تابیده می شود و در واقع آن لایه در معرض نور UV قرار میگیرد. این زمان بسته به نوع پرینتر سه بعدی رزینی (DLP/LCD/SLA) و نحوه تابش نور و توان منبع نور با یک دیگر متفاوت است.
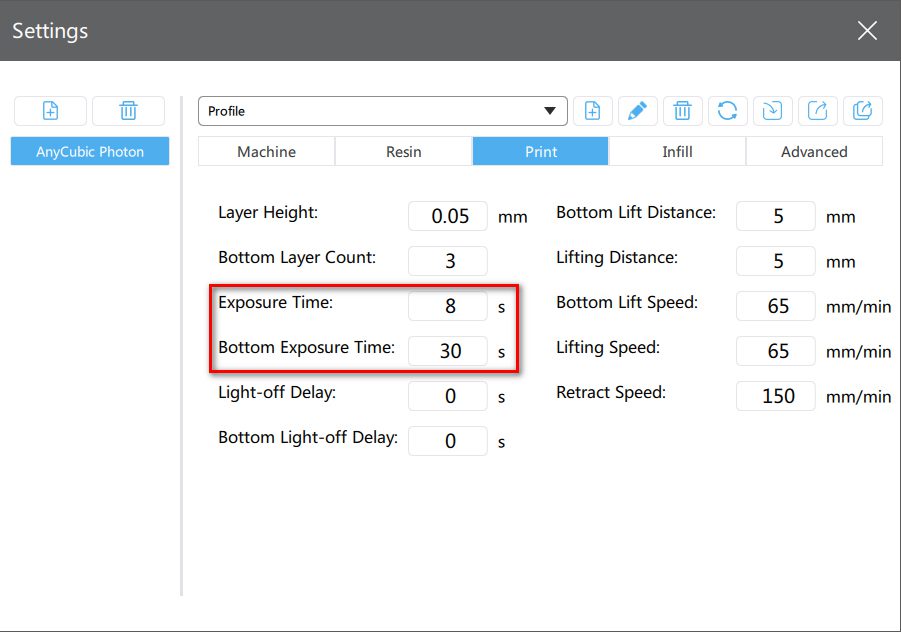
این زمان در نرم افزار های سالایسر بصورت پیش فرض بر روی عددی تنظیم شده است. به عنوان مثال در نرم افزار Chitubox که یکی از بهترین و حرفه ای ترین نرم افزار های اسلایسر برای پرینتر های سه بعدی رزینی است، بصورت پیش فرض بر روی 6 ثانیه تنظیم شده است که برای اکثر رزین ها زمان مناسبی است. البته لازم است که متناسب با مدل سه بعدی، نوع رزین، نوع و مشخصات دستگاه به زمان دقیق تری برای حصول بهترین نتیجه رسید.
اما این زمان برای ساخت لایه های عادی مدل است! در پرینت سه بعدی دو دسته لایه وجود دارد. لایه های زیرین (bottom Layer) و سایر لایه ها(Layer). لایه های زیرین، چند لایه اولیه مدل هستند که وظیفه اتصال مدل به صفحه ساخت را دارند. این لایه ها نیاز به تایم کیور بالاتری دارند تا چسبندگی خوبی با صفحه ساخت پیدا کنند تا مدل در حین چاپ از صفحه جدا نشود. بهترین عدد برای این زمان 8 الی 12 برابر زمان خشک شدن لایه های عادی است. به عنوان مثال برای اگر تایم خشک شدن لایه ها را 6 در نظر گرفته باشیم، 50 ثانیه برای لایه های پایینی عدد مناسبی میتواند باشد. در صورت چسبندگی ضعیف میتوان این عدد را افزایش داد و بطور عمومی افزایش این زمان، چسبندگی مدل به صفحه را افزایش می دهد.
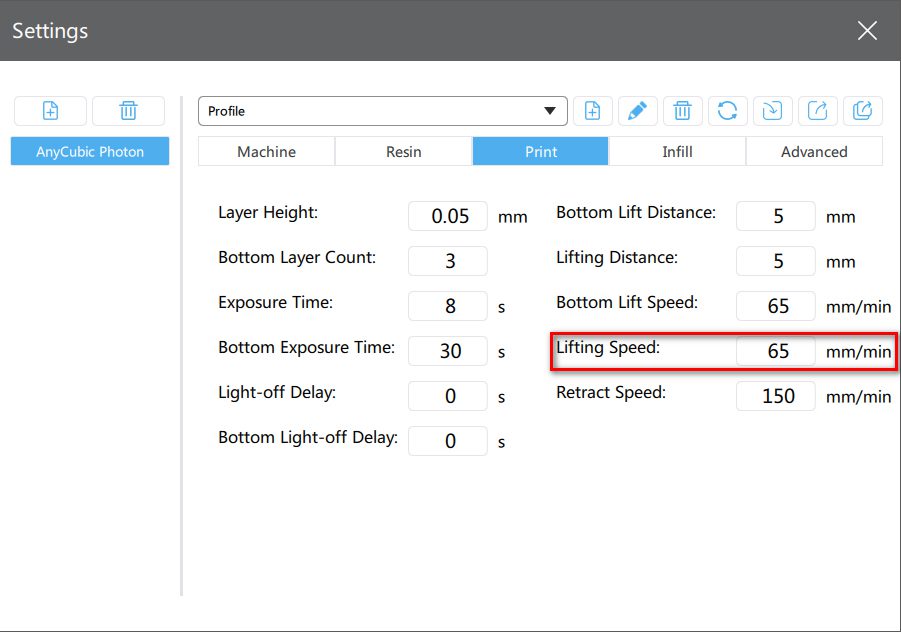
به سرعت بالا آمدن صفحه ساخت پس از ساخت یک لایه و فاصله گرفن از مخزن رزین در حین ساخت لایه ها، سرعت بالارفتن یا Lift Speed گفته می شود. زیاد بودن این سرعت می تواند به مدل و ساپورت ها آسیب بزند و باعث شکست آنها در حین پرینت شود، همچنین از آنجایی که در حین بالا آمدن لایه خشک شده باید از FEP جدا شود بنابراین سرعت بیش از حد ممکن است به طلق مخزن رزین نیز آسیب وارد کند. از طرفی کاهش زیاد این سرعت نیز سرعت چاپ را کاهش می دهد. بطور عمومی این سرعت بهتر است بین 60 الی 100 میلیمتر بر دقیقه تنظیم شود. هنگام تغییر این سرعت باید کیفیت چاپ و زمان چاپ در نظر گرفته شود.
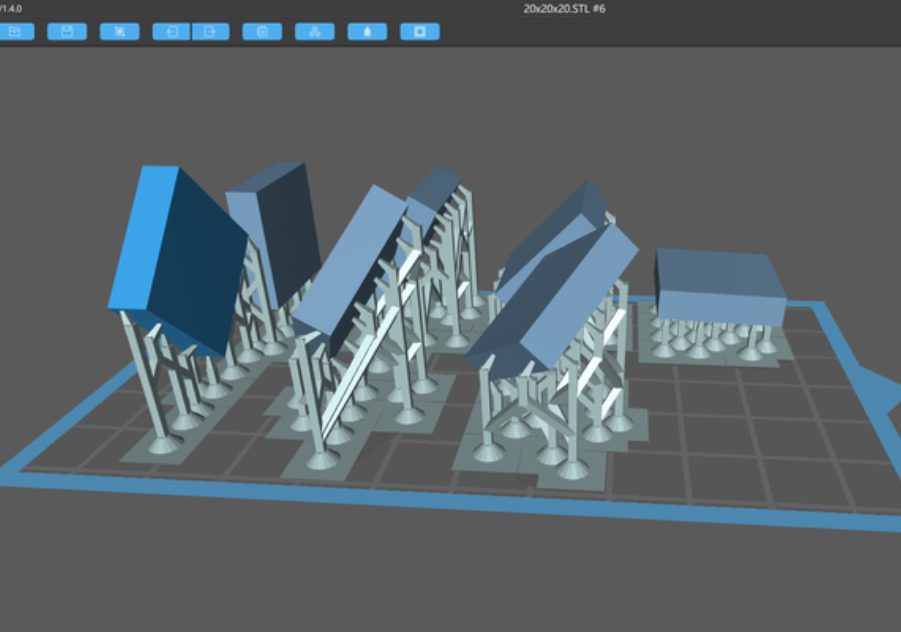
جهت گیری مدل بر روی صفحه تاثیر مستقیمی بر کیفیت چاپ دارد. تغییرات ناگهانی ساختار مدل از سطح مقطع کوچک به سطح مقطع بزرگ منجر به تغییرات حجمی شدید لایه ها می شود. زیرا حجم رزینی که در هر لایه خشک می شود بر انقباض آن لایه تاثیر زیادی میگذارد.
هر چه حجم رزین بیشتر باشد انقباض نیز بیشتر است. لذا جهت گیری مدل در راستایی که سطح مقطع در کمترین مقدار باشد و همچنین تغییرات سطح مقطع ناگهانی (مخصوصا از کوچک به بزرگ) وجود نداشته باشد، باعث جلوگیری از عیوبی از قبیل بهم ریختگی یکپارچگی مدل و ایجاد خطوط در مرز تغییر سطح در راستای z می شود.
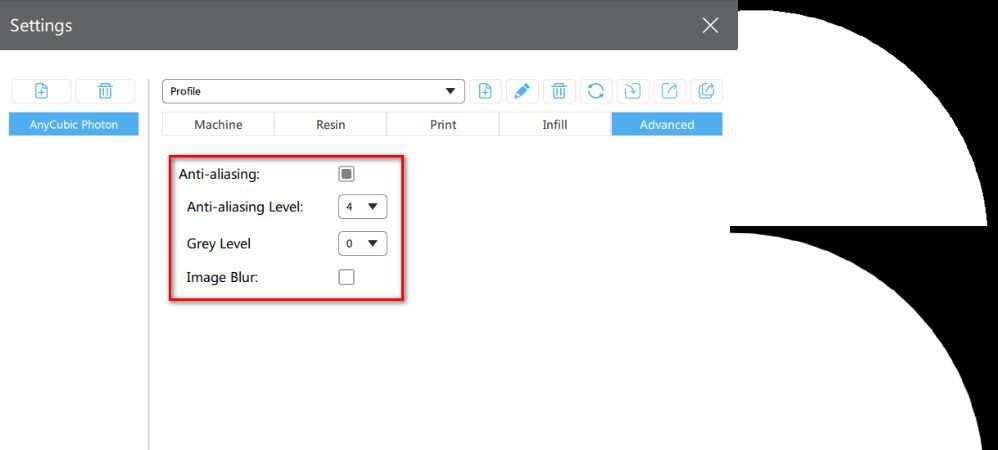
Aliasing به اثر پلکانی ای گفته می شود که خطوط یا حاشیه های مورب یا منحنی روی نمایشگرهای شطرنجی متشکل از پیکسل های مربع یا مستطیل ترسیم می شود. Anti-aliasing روشی است که با پردازش تصویر و با الگوریتم های خاص برای صاف کردن لبه های شی با کاهش تعداد خطوط و ایجاد خطوط عمودی، اثر پلکانی را از بین میبرد و باعث هموار شدن و صاف شدن مدل می شود. Anti-aliasing در نرم افزار های اسلایسر بصورت ضرایبی قابل تنظیم هستند که با بزرگ تر شدن عدد ضریب میزان حذف اثر پلکانی بیشتر می شود.
پنج عامل تاثیر گذار بر کیفیت چاپ سه بعدی رزینی مورد بررسی قرار گرفت اما این ها تمام کاری که میتوانیم انجام دهیم نیست. با این وجود هر یک از این عوامل نیز برای تنظیم دقیق نیاز به تمرین و آموزش های بیشتر دارند تا بتوان به بهترین کیفیت چاپ رسید.