چاپ ناقص مدل با جزئیاتی محو شده
مشابه تصویر بالا، پرینت خراب شده است و مدل در وسط صفحه بیشتر از کناره به شکل له شدن و نا کامل و با جزئیات محو چاپ شده است. این اتفاق ممکن است در انتهای محور دستگاه ( بلندترین ارتفاعی که دستگاه می تواند چاپ کند ) نیز رخ دهد.
این مشکل به دلیل کم بودن مقدار پارامتر Lift Distance و یا در برخی نرم افزار ها Lifting Height رخ می دهد. این پارامتر تعیین می کند که صفحه ساخت بعد از چاپ هر لایه به چه اندازه ای به سمت بالا حرکت کند تا لایه های ساخته شده از فپ جدا شوند. این مقدار برای دستگاه های با سایز LCD بزرگتر باید بیشتر در نظر گرفته شود. به عنوان مثال برای پرینتر های سه بعدی با سایز LCD حدود 6 اینچ این مقدار در حد 4 میلیمتر هم می تواند کافی باشد اما برای پرینتر های سه بعدی با LCD بزرگتر از 13 اینچ باید بیش از 10 میلیمتر تنظیم شود. همچنین شل بسته بودن فپ نیز می تواند این مورد را تشدید کند و باید در آن صورت مقدار این پارامتر بیش از پیش تعیین شود. فپ باید با کشش مناسب بسته شود و صدای مشابه طبل بدهد. توجه داشته باشید که نوع فپ نیز می تواند در این امر تاثیر گذار باشد. به عنوان مثال فپ های معمولی کشسانی کمتری به نسبت فپ های ACF دارند و به همین دلیل شل بسته شدن فپ ACF می تواند مشکل سازتر باشد.
این مشکل در پرینت مدل هایی که از حداکثر ارتفاع پرینتر خود استفاده می کنید می تواند محتمل تر باشد. به همین دلیل پیشنهاد می شود تا مقدار این پارامتر را برای دستگاه های با سایز ال سی دی 9 اینچ به بالا کمتر از 6 میلیمتر در نظر نگیرید. ( هر چه ابعاد ال سی دی دستگاه بزرگتر می شود، این مقدار را افزایش دهید و به بالای 10 میلیمتر برسانید ) همچنین در صورتی که باز هم این مشکل در پرینت یک مدل با حداکثر ارتفاع قابل چاپ پرینتر رخ داد، مدل را به نحوی قرار دهید که بخش انتهای مدل در مرکز صفحه قرار نگیرد و متمایل به گوشه های صفحه باشد زیر گوشه ها زودتر از فپ جدا می شوند.
راه حل :
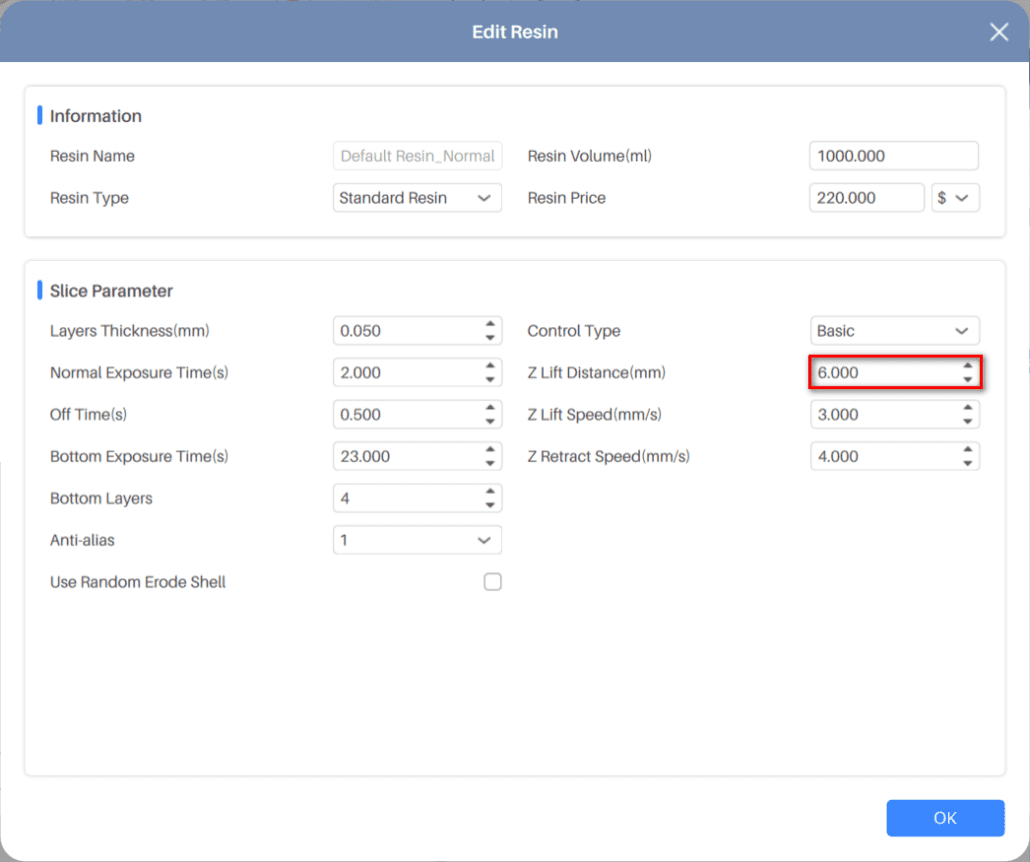
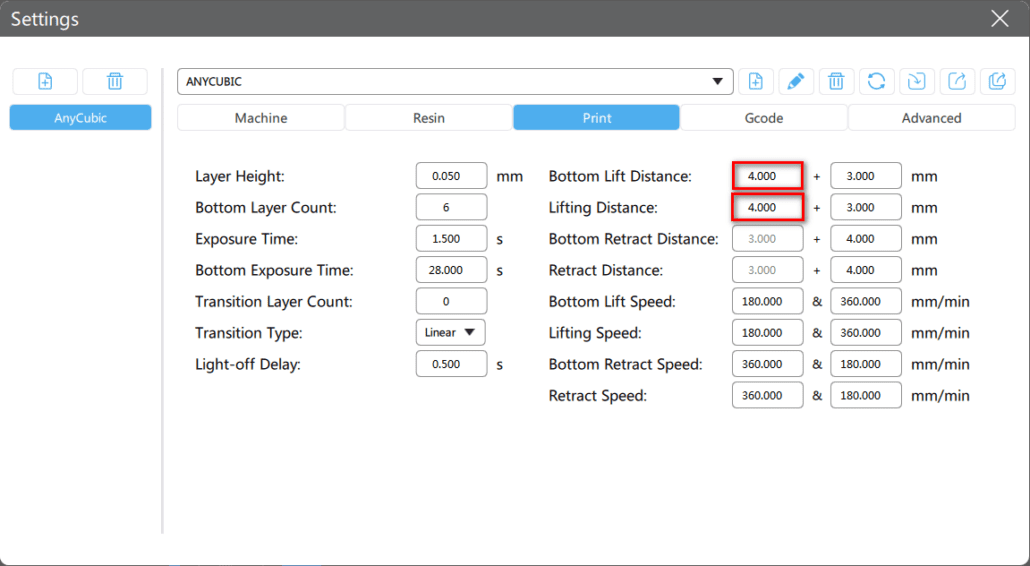
مقدار Z Lift Distance ( مقداری که صفحه ساخت بعد از ساخت هر لایه به سمت بالا حرکت میکند ) بسیار کم است. کم بودن این مقدار باعث می شود که بعد از ساخت هر لایه، آن لایه از FEP ( طلقی که در کف مخزن رزین نصب شده است ) جدا نشود و عملا در چاپ لایه بعدی فاصله ای بین لایه چاپ شده و کف مخزن رزین ایجاد نمی شود تا لایه بعدی بتواند چاپ شود. پیشنهاد می شود تا 2 میلیمتر به مقدار فعلی که روی نرم افزار تنظیم شده است، اضافه کنید.
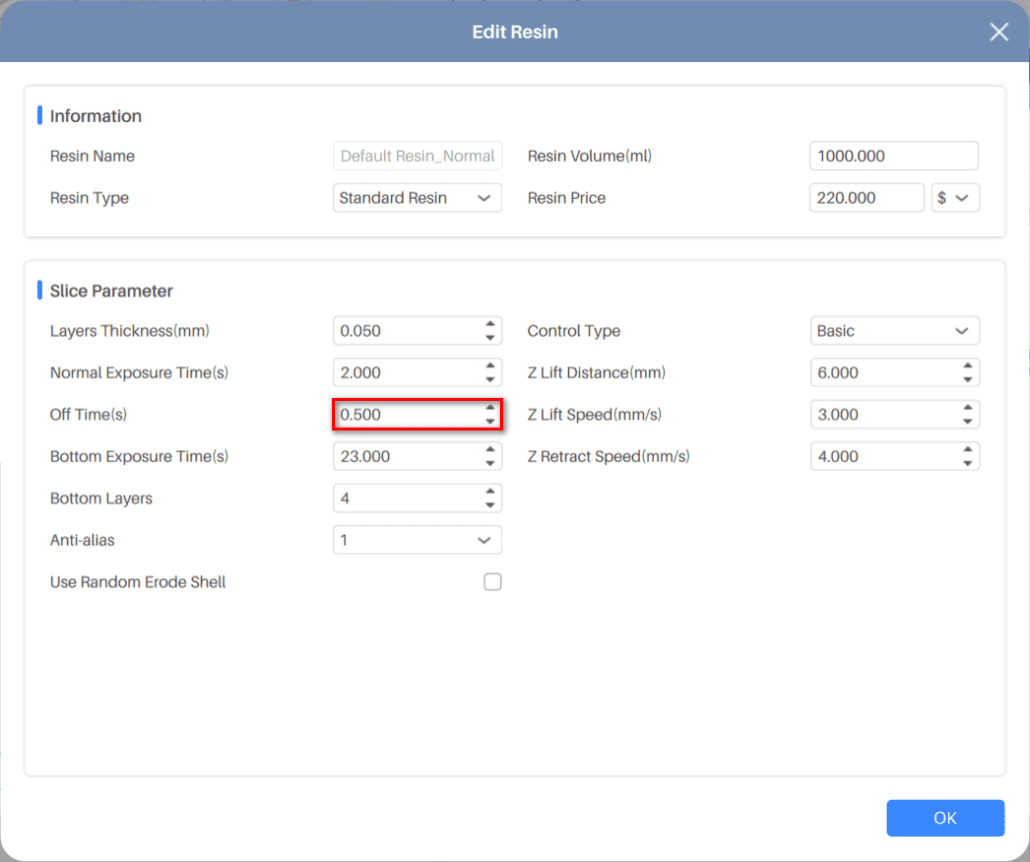
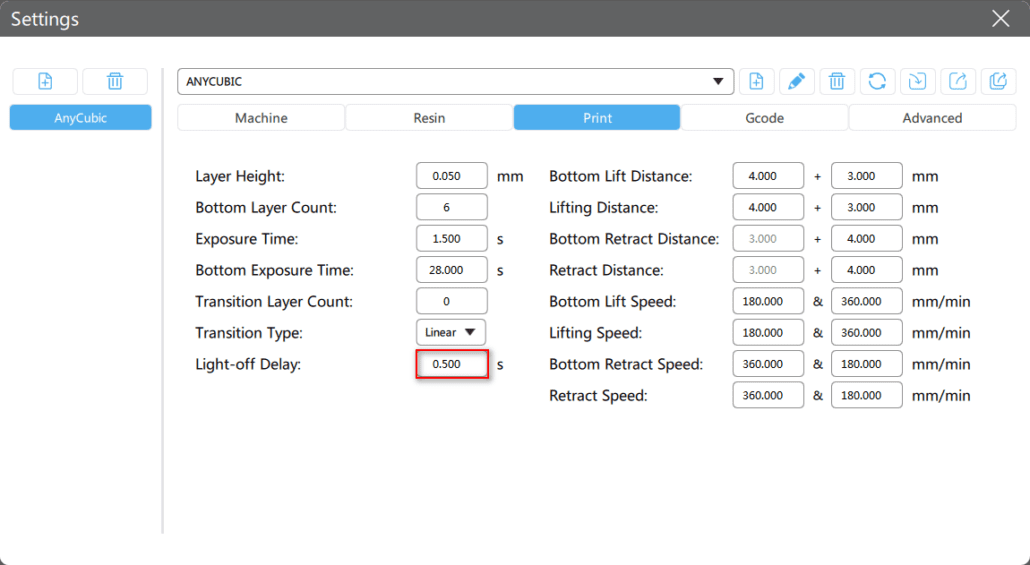
مقدار Off Time یا همان Light Off Delay بسیار کم است. با افزایش این مقدار به میزان 1 ثانیه نسبت به تنظیمات فعلی اجازه دهید تا رزین بتواند به قسمت میانی زیر صفحه ساخت برسد. در صورت وجود یک پارامتر در پارامتر های چاپ مبنی بر Off Time یا Light Of Delay این پارامتر تعیین کننده زمانی است که ما میخواهیم بعد از پایین آمدن صفحه ساخت فرصت داده شود تا رزین به همه جای زیر صفحه ساخت برسد و بعد لایه بعدی برای چاپ ظاهر شود. همچنین این پارامتر برای رزینی که در لایه قبلی تشکیل شده است زمان میخرد تا فرصت کافی برای تکمیل شدن فرایند شیمیایی خشک شدنش را داشته باشد.