5 نکته ساپورت گذاری در پرینت سه بعدی رزینی
پرینت سه بعدی رزینی تکنولوژی ای است که با استفاده از نور UV و ماده اولیه حساس به نور UV برای ساخت قطعات استفاده می کند. استفاده از پرتو های نور باعث افزایش دقت پرینتر ها و در نتیجه افزایش توانایی پرینتر ها در ایجاد جزئیات با بهترین کیفیت می شود. اما این تکنولوژی هم چالش های خود را دارد.
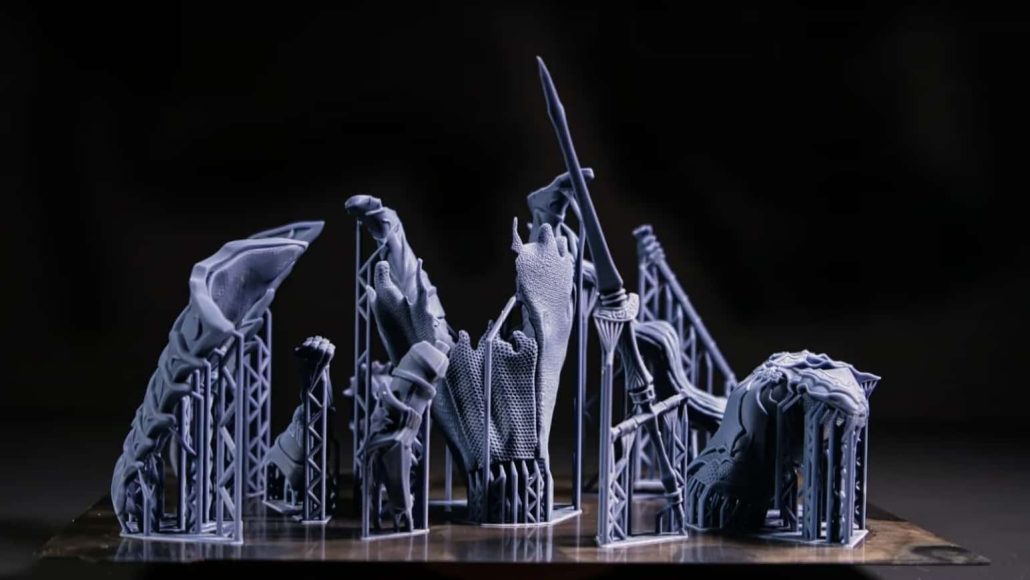
تقریبا برای پرینت هر قطعه با پرینتر های سه بعدی رزینی به قطعاتی به نام ساپورت نیاز است. در این تکنولوژی ساپورت ها عموما میله های استوانه ای شکلی هستند که قسمت انتهایی آنها به حالت زاویه دار و عموما نوک تیز در تماس با قطعه است تا هم بتواند قطعه را نگه داشته باشد و هم در مقابل نیرو های وارد بر قطعه مقاومت کند. وجود ساپورت برای جلوگیری از جدا شدن مدل از صفحه ساخت و کنده شدن جزئیات ریز مدل ضروری است. در عین حال ساپورت ها طوری باید طراحی شوند که بعد از چاپ بتوان آنها را بدون آسیب رسیدن به قطعه پرینت شده و به جا ماندن اثر آن روی مدل جدا کرد.انجام دقیق این کار آنقدرها هم آسان نیست. دانستن اینکه چه قسمت هایی از مدل باید ساپورت گذاری شوند، چه نوع ساپورتی برای هر مدل مناسب است و چگونه باید ساپورت را به درستی از روی مدل جدا کرد، کمک بزرگی به بهبود کیفیت قطعه چاپ شده می کند.
در این مقاله بخشی از مهم ترین نکاتی که باید در مورد ساپورت گذاری قطعات رزینی بدانید بیان شده است.پس برای اینکه یاد بگیرید چگونه یک مدل را به درستی روی صفحه ساخت بچرخانید، ابعاد ساپورت ها را تنظیم کنید، بعد از چاپ چگونه ساپورت ها را حذف کنید و … با ما تا پایان این مقاله همراه باشید.
مفاهیم پایه پرینت سه بعدی رزینی
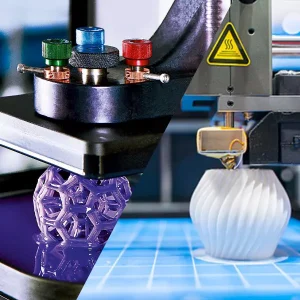
پرینترهای سه بعدی رزینی شاید درنگاه اول پیچیده به نظر برسند. برای درک بهتر آنها، اجزا مهم آنها را به تفکیک بیان میکنیم. بک پرینتر رزینی عموما شامل صفحه ساخت، مخزن رزین، FEP و یک منبع نور است.
صفحه ساخت قطعه ای است که مدل بصور لایه لایه روی آن چاپ می شود و جنس آن فلزی است. مخزن رزینی یا تانک رزین ظرفی است که انتهای آن با FEP پوشانده شده است و رزین درون آن ریخته می شود. FEP، ورق طلق گونه و شفافی است ( بعضا در گونه های دیگر آن کمی کدر است ) که به گونه ای شاخته شده است که بتواند نور UV را به خوبی از خود عبور دهد و مقاومت کششی بسیار بالایی دارد که در اثر کشیده شده تغییر حالت ندهد و بعد برداشتن نیرو دقیقا به شکل قبل خود باز گردد. در پرینتر های رزینی از نوع LCD، منبع نور یک یا چندین LED است که در زیر LCD قرار میگیرد. وظیفه منبع نور ایجاد نور UV بصورت یکنواخت در تمام سطح LCD است. و وظیفه LCD تنظیم پیکسل ها برای باز یا بسته بودن است. به این معنی که فقط اجازه عبور نور از مناطقی از LCD باید داده شود که در نهایت تصویر آن لایه دیده شود و باقی مناطق LCD باید جلوی عبور نور UV را گرفته و سیاه دیده شوند. دقت LCD به تراکم پیکسل آنها بستگی دارد یعنی هر چه تعداد پیکسل هایی که در ساخت LCD به کار رفته بالاتر باشد دقت پرینتر برای ایجاد جزئیات ریز بالاتر است. (در پرینتر های نوع DLP یک ویدئو پروژکتور که خود شامل یک LED و تعداد بسیار زیادی میکرو آینه است وظیفه ایجاد تصویر را برعهده دارد. در DLP ها نیز هرچه تعداد میکرو آینه ها بیشتر باشد توانایی آن برای ایجاد تصاویر با کیفیت بالاتر است)
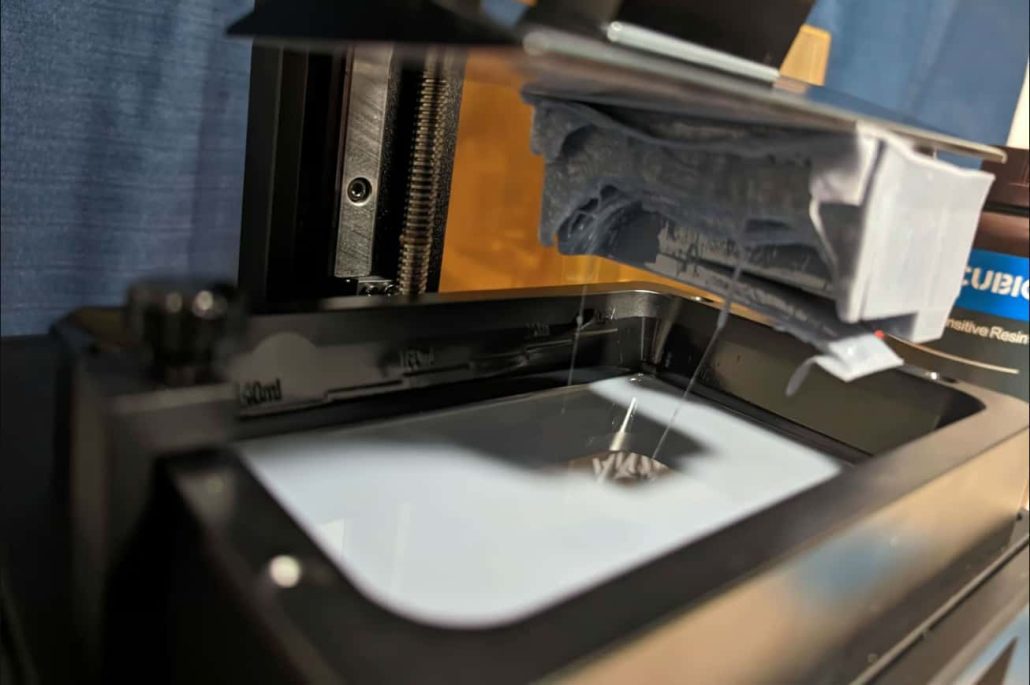
این قطعات اجزا اصلی پرینتر های سه بعدی رزینی را تشکیل میدهند. در فرآیند چاپ سه بعدی رزینی، صفحه ساخت به پایین حرکت کرده و وارد مخزن رزین می شود و در فاصله ای برابر با ضخامت لایه ها (عموما ۵۰ میکرون ) نسبت به FEP می ایستد. در این زمان تصویر لایه توسط منبع نور ایجاد می شود و رزین با جذب پرتوهای نور UV خشک ( اصطلاحا کیور ) می شود. بعد از خشک شدن رزین صفحه ساخت به سمت بالا حرکت کرده و از انتهای مخزن فاصله میگیرد تا لایه خشک شده از FEP جدا شود و رزین جدید میان لایه ساخته شده و FEP جریان یابد. مجدد صفحه به سمت پایین حرکت کرده و این بار در فاصله ۵۰ میکرونی بین لایه ای که در مرحله قبل ساخته شده بود با FEP می ایستد. این فرآیند تا ساخت آخرین لایه ادامه میابد. در پایان چاپ صفحه ساخت به شمت بالا حرکت میکند و از مخزن رزین فاصله میگیرد تا بتوان آنرا از دستگاه باز کرده و قطعات ساخته شده را از روی آن جدا کرد.
پرینت سه بعدی رزینی تکنولوژی ای است که با استفاده از نور UV و ماده اولیه حساس به نور UV برای ساخت قطعات استفاده می کند. استفاده از پرتو های نور باعث افزایش دقت پرینتر ها و در نتیجه افزایش توانایی پرینتر ها در ایجاد جزئیات با بهترین کیفیت می شود. اما این تکنولوژی هم چالش های خود را دارد.
تقریبا برای پرینت هر قطعه با پرینتر های سه بعدی رزینی به قطعاتی به نام ساپورت نیاز است. در این تکنولوژی ساپورت ها عموما میله های استوانه ای شکلی هستند که قسمت انتهایی آنها به حالت زاویه دار و عموما نوک تیز در تماس با قطعه است تا هم بتواند قطعه را نگه داشته باشد و هم در مقابل نیرو های وارد بر قطعه مقاومت کند. وجود ساپورت برای جلوگیری از جدا شدن مدل از صفحه ساخت و کنده شدن جزئیات ریز مدل ضروری است. در عین حال ساپورت ها طوری باید طراحی شوند که بعد از چاپ بتوان آنها را بدون آسیب رسیدن به قطعه پرینت شده و به جا ماندن اثر آن روی مدل جدا کرد.انجام دقیق این کار آنقدرها هم آسان نیست. دانستن اینکه چه قسمت هایی از مدل باید ساپورت گذاری شوند، چه نوع ساپورتی برای هر مدل مناسب است و چگونه باید ساپورت را به درستی از روی مدل جدا کرد، کمک بزرگی به بهبود کیفیت قطعه چاپ شده می کند.
در این مقاله بخشی از مهم ترین نکاتی که باید در مورد ساپورت گذاری قطعات رزینی بدانید بیان شده است.پس برای اینکه یاد بگیرید چگونه یک مدل را به درستی روی صفحه ساخت بچرخانید، ابعاد ساپورت ها را تنظیم کنید، بعد از چاپ چگونه ساپورت ها را حذف کنید و … با ما تا پایان این مقاله همراه باشید.

اهمیت ساپورت
ساپورت یکی از اجزا مهم در پرینت سه بعدی رزینی است. در واقع ساپورت به دو منظور اصلی در پرینت سه بعدی رزینی استفاده می شود. دلیل اول مانند پرینت با تکنولوژی FDM جلوگیری از ریزش مدل به علت چاپ بصورت معلق است. یعنی لایه هایی که کیور می شوند یا باید به لایه های یا به صفحه ساخت متصل باشند، در غیر اینصورت یا در کف مخزن رزین باقی میمانند یا بصورت شناور درون مخزن رزین درمی آیند که درهر دو صورت باعث چاپ ناقص مدل می شوند. علت دوم وجود نیروی لازم برای جدا کردن لایه خشک شده از FEP است.
هر لایه جدید درکف مخزن رزین ساخته میشود و این به این معنی است که احتمال ایجاد چسبندگی این لایه با FEP وجود دارد، پس لایه ساخته شده یا باید اتصال خوبی با لایه های قبلی داشته باشه یا اینکه با ساپورت هایی به صفحه ساخت یا به قسمت هایی که پیشتر ساخته شده است درارتباط باشد تا در هنگام حرکت رو به بالای صفحه ساخت روی FEP جا نماند!
به خاطر داشته باشید که عموما ضخامت لایه های پرینت چیزی حدود ۱۰ الی ۵۰ میکرون تنظیم می شود و این یعنی این لایه میتواند خیلی شکننده باشه و استفاده از ساپورت کافی لازم است ((برای مقایسه بهتر است بدانید ضخامت موی انسان بطور متوسط حدود ۷۰ الی ۱۲۰ میکرون است)). در هر صورت اگر در پرینت های قبلی خود ناموفق بوده اید و قطعه بصورت ناکامل و یا شکسته چاپ شده است حتما حتما پیشنهاد میکنیم از صافی های مناسب ( مانند صافی های رنگ ) برای فیلتر کردن رزین خود استفاده کنید تا درورینت های آینده قطعه خشک شده ای درون رزین شما باقی نمانده باشه. زیرا وجود ناخالصی های جامد درون رزین میتواند باعث آسیب به LCD دستگاه به هنگام شروع چاپ شود.
یکی دیگر از دلایل اهمیت استفاده از ساپورت کافی و مناسب این است که در پرینت سه بعدی رزینی برخلاف پرینت FDM، به همان دلیل بسیار نازک بودن لایه ای که ساخته می شود، نمیتواند بیرون زدگی های زیاد (overhang) را بدون ساپورت ایجاد کنید. اما شاید بپرسید overhang چیست؟!
مثال مفهوم overhang : سقف یک خانه شیروانی را درنظر بگیرید. به میزان بیرون زدگی سقف نسبت به دیوارخانه overhang گفته می شود. یا در مثال دیگر یک کلاه لبه دار را فرض کنید، لبه کلا درواقع overhang آن است. میزان بیرون زدگی در پرینت رزینی نمیتواند زیاد باشد. عموما بیشتر از ۲ میلیمتر بیرون زدگی نیازمند به ساپورت است. البته این میزان به شرایطی همچون نوع رزین و جنس FEP و تنظیمات چاپ نیز بستگی دارد.
اهمیت ساپورت مناسب درقطعات بزرگتر و سنگین بیشتر است. زیرا قطعات بزرگتر به علت چسبندگی بیشتری که به FEP دارند و همچنین وزن بالاتریکه دارند باعث افزایش نیروی کششی وارد به قطعه می شود و عدم استفاده از ساپورت کافی می تواند باعث تاب برداشتن مدل، جدا شدن مدل از روی ساپورت و حتی لایه لایه شدن یا برش هایی روی سطح مدل شود. البته عموما دلیل اصلی لایه لایه شدن مدل در حال چاپ اکسپوژر تایم یا همان مدت زمان تابش نور UV به رزین است اما استفاده کم از ساپورت نیز میتواند تاثیر گذار باشد.

1- جهت گیری مدل روی صفحه ساخت
یکی از نکات مهم و پایه ای درفرآیند آماده سازی مدل برای چاپ، انتخاب جهت گیری مدل روی صفحه ساخت است. شما با چرخاندن مدل می توانید جهت گیری ای را انتخاب کنید که شرایط ساپورت گذاری را برایتان بهبود بخشد. نکته انتخاب جهت گیری مناسب مدل این است که مدل را به حالتی بچرخانید که هم ساپورت کمتری لازم داشته باشد و هم در کمترین زمان ممکن چاپ شود.
اما یک نکته درمورد قطعاتی که یک یا چند وجه صاف و مسطح دارند. در جهت گیری این قطعات پیشنهاد میشود جهت گیری ای را انتخاب کنید که این سطوح موازی با صفحه ساخت قرار نگیرند. زیرا موازی بودن این سطوح باعث می شود که در هنگام ساخت آن لایه ها یک سطح وسیعی از رزین به یکباره کیور شود که این اتفاق می تواند باعث تاب برداشتن این سطوح به علت شرینکیج رزین شود.
زاویه پیشنهادی برای چرخاندن مدل بین ۳۰ الی ۴۵ درجه است.

2- تعیین ابعاد ساپورت
علت و اهمیت استفاده از ساپورت را آموختیم. حال باید متناسب با هدف خود از استفاده از ساپورت و متناسب با ابعاد و هندسه مدل، ساپورت مناسب را انتخاب و استفاده کنیم. عموما درنرم افزار های اسلایسر سه نوع پیشفرض برای ساپورت وجود دارد: small, medium, heavy. اما از کدام یک باید استفاده کرد؟ هر چه ابعاد ساپورت بزرگتر باشد، مقاومت بالاتری در برابر نیروهایی که به قطعه وارد می شود دارد.
در پرینت قطعات بزرگ، نیرو های کششی بین FEP و قطعه بسیار بیشتر است. دراین شرایط بهتر است از ساپورت های heavy و با تعداد نسبتا زیاد استفاده کرد تا مدل حین چاپ به درستی و محکم سر جای خود بماند و در واقع صلبیت خود حین چاپ را حفظ کند. همچنین اتصال ساپورت ها به یکدیگر نیز میتواند راه خوبی برای محکم تر شدن ساپورت ها باشد. البته باید بدانید که عیب استفاده از ساپورت به تعداد زیاد مربوط به بعد از چاپ و در زمان جدا کردن ساپورت از مدل است و کار جدا کردن ساپورت زمانبرتر خواهد شد.
استفاده از ساپورت باید هوشمندانه باشد. ساپورت های بزرگتر مقاومت بیشتری در مقابل نیرو های کشی دارند پس از آنها برای قسمت زیر مدل و جایی که مدل از آنجا به صفحه ساخت متصل است استفاده میکنیم.
همینطور برای خنثی کردن نیرو های کششی در لایه های بالاتر و جلوگیری از چرخش و جا به جایی مدل ( اصطلاح عامیانه لق زدن مدل در قسمت های بالایی ) میتوان از ساپورت های قوی بصورت پراکنده روی سطح مدل نیر استفاده کرد. برای قسمت هایی که صرفا با هدف حفظ جزئیات مدل و جلوگیری از ریزش آن لایه ها حین چاپ ساپورت لازم داریم و وزن کمی دارند میتوانیم بصورت ترکیبی از ساپورت های small و medium استفاده کنیم.
برای مدل های متوسط و کوچک نیز رعایت این نکات لازم است. فقط باید دقت داشته باشید که قطعات کوچک تر جزئیات ظریف تری دارند و باید ساپورتی برای قسمت های ظریف انتخاب کرد که در مرحله جدا کردن ساپورت ها به مدل آسیبی وارد نشود.
در اکثر نرم افزار های اسلایسر این قابلیت وجود دارد که شکل ناحیه اتصال ساپورت به مدل را به کروی شکل تغییر دهید. در حالت عمومی ساپورت ها بصورت مخروطی شکل به مدل متصل هستند اما درحالت سرکروی، ناحیه اتصال ساپورت به مدل به شکل یک کره درمی آیند که درزمان جدا کردن ساپورت از مدل قسمت کروی شکل آن روی مدل به جا می ماند. این نوع اتصال مناسب قطعاتی است که سنباده زدن این نواحی کاملا ساده و در دسترس است و برای قطعات با جزئیات ریز و یا در نواحی که سنباده زدن دشوار است مناسب نیست.
به طور کلی ساپورت گذاری مبحثی است که نیاز به تمرین بسیار و کسب تجربه دارد و یا اینکه با دیدن آموزش های حرفه ای و استفاده از تجربه دیگران این مهارت را زودتر بیاموزید.
اما به طور کلی استفاده از ساپورت زیاد همیشه بهتر از استفاده از ساپورت کم است.

3- ایجاد ساپورت
در سال های اخیر نرم افزارهای اسلایسر پیشرفت های خوبی در زمینه شاپورت گذاری اتوماتیک کرده اند اما هنوز عملکرد آنها کامل و بدون نقص نیست. اگر ساپورت اتوماتیکی که نرم افزار اسلایسر شما ایجاد میکند خیلی مناسب و کافی نیست میتوانید با کمی تغییر تنظیمات ساپورت گذاری اتوماتیک به آنچه میخواهید نزدیک تر شوید اما اگر درنهایت به نتیجه ایکه میخواید نرسیدید، کافی است از بخش ساپورت گذاری دستی، قسمت هایی که نرم افزار ساپورت گذاری نکرده است را به صورت دستی ساپورت گذاری کنید و یا با حذف و ویرایش ساپورت هایی که اتوماتیک تشکیل شده است به نتیجه دلخواه برسید.
ساپورت گذاری دستی میتواند کار زمانبری باشد اما استفاده همزمان از ساپورت گذاری اتوماتیک و دستی میتواند کیفیت ساپورت گذاری شما را بالا ببرد. توجه به overhang ها، سطوح شیب دار، مناطقی از لایه که بصورت جزیره ای شکل ایجاد می شوند( بدون اتصال به سایر بخش ها و بصورت شناور در رزین ایجاد می شوند. در پیش نمایش اسلایس قابل شناسایی هستند ) بسیار به کیفیت ساپورت گذاری شما کمک خواهد کرد. همینطور توجه داشته باشید که overhang هایی که بصورت موازی با صفحه ساخت ایحاد می شوند به مراتب ساپورت های بیشتری لازم خواهند داشت. درنهایت از تجربیات خود درس بگیرید. ساده از کنار خرابی هایچاپ نگذرید و علت آنرا پیدا کنید و از تجربیات خود در پرینت های بعدی استفاده کنید.

4- اضافه کردن raft
یکی از مشکلات شایع پرینت سه بعدی رزینی، جدا شدن و یا تاب برداشتن مدل در ناحیه اتصال آن با صفحه ساخت است. البته دلیل اصلی این مورد کم بودن bottom exposure time یا همان زمان تابش نور UV به لایه های اولیه است. اما دلیل اصلی دوم کم بودن سطح تماس مدل با صفحه ساخت است. به این منظور پیشنهاد میکنیم از Raft برای حل این موضوع استفاده کنید. Raft زمانی استفاده می شود که قطعه بطور کامل قرار باشد روی ساپورت ساخته شود. Raft عموما سطح نسبتا نازکی است که به شکل سایه مدل روی صفحه ساخت ایجاد می شود و ساپورت ها و مدل روی آن تشکیل می شود. به علت سطح تماس بزرگتری که Raft با صفحه ساخت ایجاد میکند چسبندگی مجموعه قطعه و ساپورت ها را با صفحه ساخت بیشتر می کند. همچنین عموما لبه Raft بصورت زاویه دار تشکیل می شود تا بعد از پرینت به سادگی با ضربه کاردک از روی صفحه جدا شود. معمولا ضخامت Raft بهتر است ۸ الی ۱۲ برابر ارتفاع لایه درنظر گرفته شود. به عنوان مثال اگر مقدار ضخامت لایه یا ارتفاع لایه (layer height) را ۰.۰۵ میلیمتر درنظر گرفته اید، میتوانید ارتفاع یا همان ضخامت Raft را ۰.۴ الی ۰.۶ میلیمتر درنظر بگیرید.
البته در اکثر نرم افزار های اسلایسر شما می توانید به جای Raft برای کل قطعه، از کفی هایی برای هر ساپورت استفاده کنید. یعنی می توانید انتخاب کنید که در عمل برای هر ساپورت یک Raft جداگانه ایجاد شود و شکل و ابعاد این کفی نیز قابل کنترل است.

5- جدا کردن ساپورت و پرداخت کاری
بعد از چاپ لازم است که ساپورت های ساخته شده را از مدل جدا کرد. اما دقیقا کی و چطور؟
شما می توانید ساپورت ها را قبل از شست و شو مدل و بعد از شست و شو جدا کنید. انتخاب با شماست. هر کدام مزایا و معایبی دارند که برای اطلاعات بیشتر مقاله راهنمای شست و شو دستی مدل را مطالعه کنید. اما آنچه مهم است بهتر است که ساپورت ها را حتما قبل از post-cure از قطعه جدا کنید. زیرا بعد از کیور کردن قطعه استحکام ساپورت ها افزایش می یابد و جدا کردن آن می تواند باعث آسیب به مدل شود. برای جدا کردن ساپورت از مدل می توانید از ابزار هایی مانند انبر کف چین، کاتر، تیغ جراحی استفاد کنید. کندن ساپورت با دست خالی به عنوان آخرین گزینه پیشنهاد می شود زیرا ممکن است باعث آسیب به مدل شود.
همچنین برای جدا کردن راحت تر ساپورت می توانید از حرارت دادن به ساپورت استفاده کنید. یکی از راه های حرارت دادن به ساپورت استفاده از آب داغ است. در حد ۳۰ ثانیه تماس قطعه چاپ شده با آب حدود ۵۰ الی ۶۰ درجه باعث کاهش استحکام ساپورت و شکسته شدن راحت تر آن شود. همچنین از سشوار با باد داغ نیز می توانید استفاده کنید. اگر میخواهید از روش حرارت دادن استفاده کنید رعایت دو مورد ضروری است. ترجیحا مدل را با حلال مناسب به خوبی بشورید و بعد از خشک شدن آن اینکار را انجام دهید. از حرارت دادن زیاد به مدل پرهیز کنید زیرا میتواند باعث آسیب دیدن قطعات و جزئیات مدل شود.
بعد از جدا کردن ساپورت ها بهتر از با استفاده از دستگاه های کیور مناسب اینکار یا با استفاده از یک منبع نور UV مدل خود را مجدد کیور کنید. این تابش مجدد نور UV به مدل باعث خشک شدن نهایی رزین و رسیدن به حداکثر استحکام قطعه می شود. مدت زمان کیور به نوع رزین و توان دستگاه UV شما بستگی دارد. همچنین نور خورشید نیز دارای نور UV است و می توانید از تابش مستقیم نور خورشید بر روی مدل های چاپ شده استفاده کنید.
بعد از کیور می توانید برای بهبود کیفیت سطح و حذف اثرات ساپورت از سنباده استفاده کنید. می توانید از سنباده با شماره ۱۸۰ یا ۲۲۰ شروع کنید و برای رسیدن به صافی سطح بیشتر نیز سنباده ۶۰۰ الی ۱۰۰۰ پیشنهاد می شود.
با رعایت نکات بالا کیفیت چاپ مدل شما افزایش می یابد و مدل نهایی شما برای مراحل رنگ آمیزی یا استفاده نهایی آمادست.
منبع : All3dp